Blog
Industry Trends and Expertise

不鏽鋼蝕刻製程完整解析
May 22,2026
精密蝕刻微連點曝光顯影完整流程
不鏽鋼蝕刻製程是什麼?
不鏽鋼蝕刻製程(Stainless Steel Etching Process)是一種利用感光光阻與化學藥液,將不鏽鋼板材依照設計圖案進行局部去除的精密加工技術。簡單來說,它不像傳統沖壓是用模具把材料「壓斷」,也不像 CNC 是用刀具把材料「切削」掉,而是透過光阻保護與蝕刻藥液反應,把沒有被保護的金屬區域均勻溶解,最後形成客戶所需的孔洞、外形、線條、溝槽或半蝕刻結構。
這種加工方式特別適合用在薄型不鏽鋼板、精密開孔零件、半導體零組件、電子金屬片、精密濾網、EMI 遮蔽片、彈片、導流片與客製化金屬結構件。當產品需要「高精度、低毛刺、低應力、不易變形」時,蝕刻加工往往比傳統沖壓更有彈性,也能避免模具開發成本過高的問題。
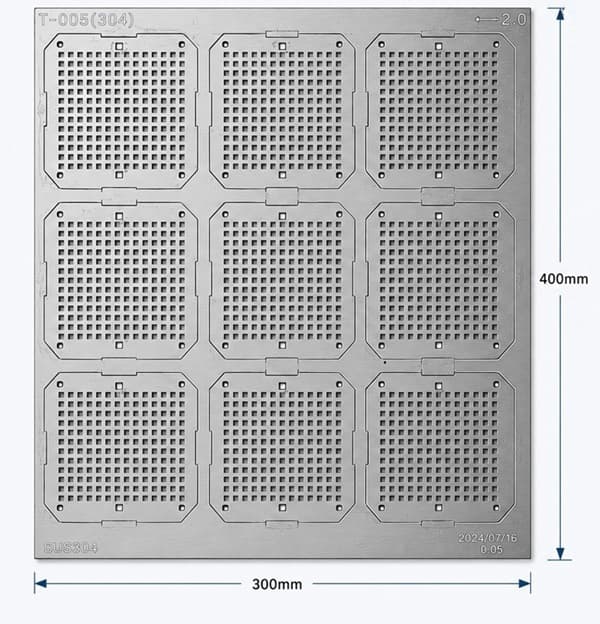
在本製程中,板材尺寸以 300x400mm 不鏽鋼板材 為例,完整流程從底片設計開始,經過清洗、貼光阻、曝光、顯影、蝕刻、脫膜、清洗烘乾、品檢與包裝,最後完成可整版交貨或單件拆卸的精密工件。

不鏽鋼蝕刻完整流程總覽
不鏽鋼蝕刻加工看似只是把金屬放入藥液中反應,但實際上,每一道前處理與後處理都會影響最終尺寸精度與良率。完整流程如下:
材料準備 → 板材清洗 → 貼附感光光阻 → 底片對位曝光 → 顯影 → 化學蝕刻 → 脫膜 → 清洗烘乾 → 品質檢驗 → 包裝出貨。
其中,底片設計決定產品圖形是否正確;清洗決定光阻是否能穩定附著;曝光顯影決定圖案轉移是否準確;蝕刻條件決定尺寸、邊緣與孔洞品質;脫膜與清洗則影響表面潔淨度。換句話說,蝕刻加工不是單一設備能完成的工作,而是一套包含圖面工程、材料處理、光學轉印、化學反應與品質檢驗的完整製程。
對高精密產品而言,只要其中一個環節控制不良,就可能出現孔位偏移、光阻剝離、側蝕過大、板材翹曲、零件掉落或表面殘留等問題。因此,專業蝕刻廠不只要有蝕刻設備,更需要具備底片補償、排版設計、微連點配置、製程參數控制與品檢能力。
第一步:底片設計與CAD圖檔編修
蝕刻製程的第一步不是進入機台,而是從圖面與底片開始。客戶通常會提供 DXF、DWG 或其他 2D CAD 圖檔,蝕刻廠會依照圖面進行底片編修(Film Editing),確認產品外形、孔位、線寬、間距、定位點與加工需求是否符合製程條件。
底片在蝕刻加工中扮演「圖案轉移模板」的角色。後續曝光時,底片上的圖案會透過光線轉移到感光膜上,再由顯影形成保護區與待蝕刻區。因此,底片若有尺寸誤差,後續加工就會跟著產生誤差;底片若沒有考慮蝕刻補償,成品尺寸也可能因側蝕而偏小或偏大。
專業的底片編修通常會檢查以下重點:
- 孔徑與外形尺寸是否符合公差要求
- 線寬與線距是否適合蝕刻加工
- 是否需要單面蝕刻、雙面蝕刻或半蝕刻
- 是否需要定位孔、對位標記與排版基準
- 是否需要補償蝕刻造成的尺寸變化
- 零件是否需要加上微連點或橋接點
這個階段越仔細,後續量產越穩定。尤其是半導體零組件、精密濾網、薄型彈片或高密度孔洞產品,底片設計往往決定了加工上限。
底片編修確認
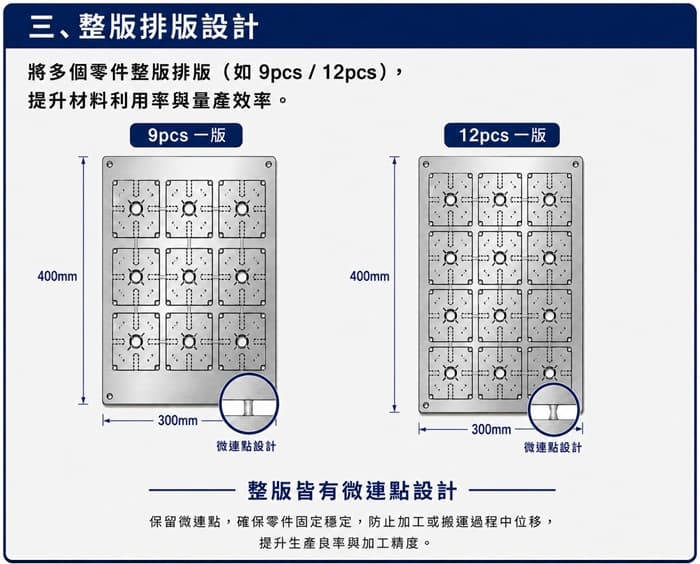
排版:可能9pcs/12pcs 一版(依據元件大小不同在300x400mm的底板排滿版)
整版排版有微連點。
單一工件編修
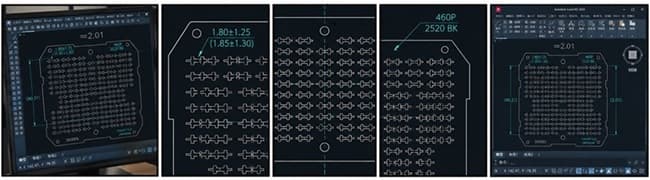
編修公差細節
依據元件不同在300x400mm的底板排滿版
第二步:
微連點設計→零件不掉落,方便拆卸
底片編修與微連點設計(架橋)
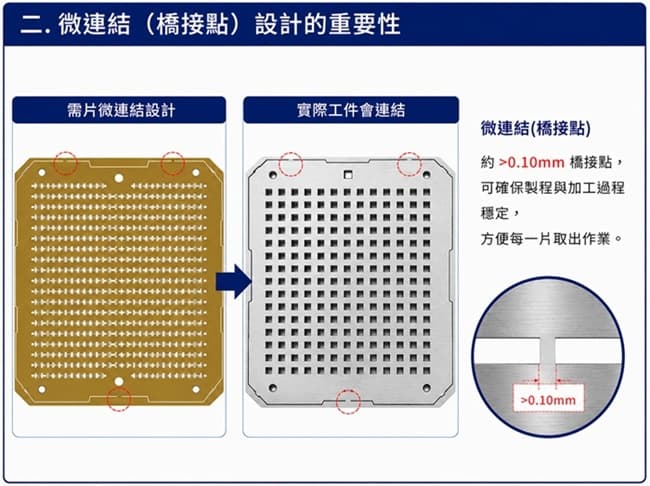
蝕刻技術(Etching)是本製程核心,蝕刻製程前,需依照客戶設計2D圖檔(dxf/dwg擋)進行底片編修(Film Editing),確保編修設計符合需求且準確對位。在此過程中,需注意的要點:加上「微連點(橋接點)」設計,讓每一個功能性零組件與母板保留連結點,避免蝕刻或焊接過程中脫落。
微連點的必要性
蝕刻製程的第一步不是進入機台,而是從圖面與底片開始。客戶通常會提供 DXF、DWG 或其他 2D CAD 圖檔,蝕刻廠會依照圖面進行底片編修(Film Editing),確認產品外形、孔位、線寬、間距、定位點與加工需求是否符合製程條件。
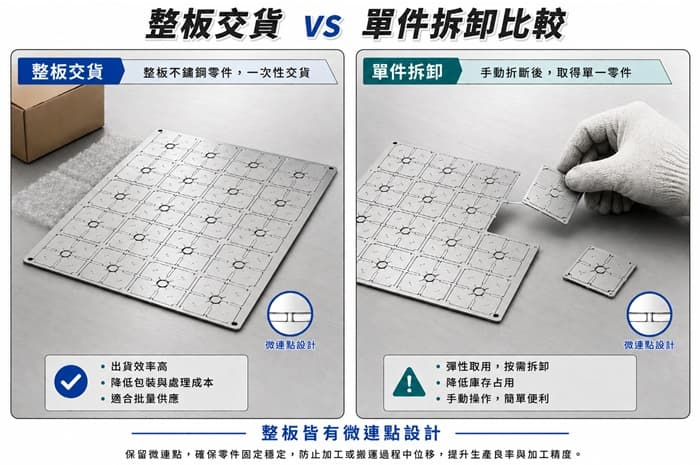
本製程考量彈性出貨需求,可不做真空硬焊製程,在設計上即加入「模組化出貨機制」:
- 整板交貨模式:適用自動化生產線,提升組裝效率。
- 單元零件拆卸模式:利用微連點設計,可手動折斷零件。
這項特色大幅提升了產品的備料彈性與變更設計的便利性,也是多數高端半導體與電子製造廠商選用此技術的重要原因。
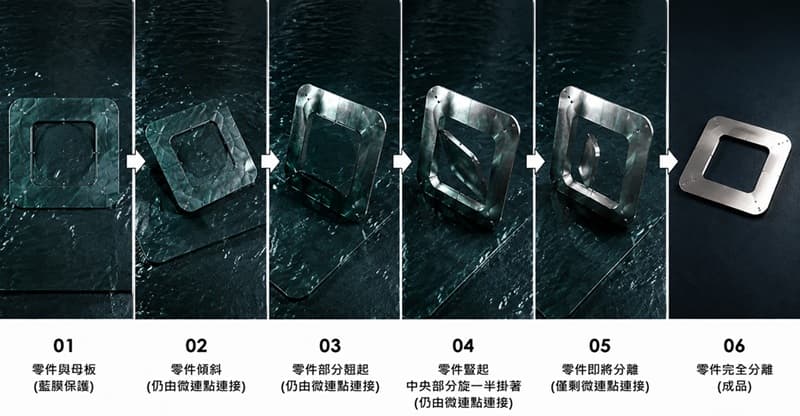
在精密蝕刻加工中,微連點(Micro Joint / Bridge Point)是一個非常關鍵的設計。所謂微連點,就是讓每一個功能性零件在蝕刻完成後,仍然與母板保留一小段連接位置。這個連接點通常很小,例如約 0.10mm 以上的接觸面,但它能讓零件在加工、清洗、搬運與包裝過程中不會直接脫落。
如果沒有微連點,當零件被蝕刻完成並與母板分離時,小型工件可能會掉入藥液槽、清洗槽或設備內部,不但造成零件遺失,也可能影響設備運作與品質追蹤。尤其是薄型不鏽鋼零件、細小孔洞零件或高密度排版零件,更需要微連點來維持整版穩定性。
微連點的另一個優點,是它可以兼顧「整版交貨」與「單件拆卸」。若客戶使用自動化組裝線,可以保留整版形式進行定位與取料;若客戶需要單一元件,也可以利用微連點進行人工折斷,將零件從母板上取下。
微連點設計並不是越大越好。太小會導致加工中斷裂,太大則會讓客戶拆卸困難,甚至在斷點處留下過大的痕跡。因此設計時必須依照材料厚度、零件大小、形狀強度、出貨方式與客戶使用需求進行配置。
第三步:
整版排版→提升材料利用與量產效率
完成底片編修與微連點設計後,接下來會進行整版排版。以 300x400mm 不鏽鋼板為例,工程師會依照產品尺寸與加工方向,將多個零件排列在同一片板材上。常見方式可能是一版 9pcs、12 pcs,或依照零件大小做更多數量的多連板排版。
排版設計的目的不只是把零件塞滿板材,而是要在材料利用率、製程穩定性與後續取件便利性之間取得平衡。若零件排列太密,可能造成蝕刻液流動不均、局部過蝕或邊緣尺寸不穩;若排列太鬆,則材料利用率下降,成本變高。
在本製程中,板材尺寸以 300x400mm 不鏽鋼板材 為例,完整流程從底片設計開始,經過清洗、貼光阻、曝光、顯影、蝕刻、脫膜、清洗烘乾、品檢與包裝,最後完成可整版交貨或單件拆卸的精密工件。
整版排版時通常會考慮以下因素:
- 零件之間的安全間距
- 蝕刻液噴流方向與流動均勻性
- 板材受力與翹曲風險
- 微連點位置是否方便拆卸
- 是否適合自動化取放
- 是否需要整板交貨或單件出貨
良好的排版能提升加工效率,也能讓品檢與包裝更有秩序。對小量多樣的精密零件而言,蝕刻加工搭配彈性排版,可以大幅降低開模成本與試作時間。
第四步:底片輸出、裁切與對版
排版完成後,會將設計好的圖案輸出成底片。底片輸出品質必須足夠精細,因為底片上的每一條線、每一個孔與每一個定位點,都會影響後續曝光與蝕刻結果。
輸出底片後,通常還需要進行裁切與對版。由於不鏽鋼蝕刻常常需要正反面加工,因此上下底片必須精準對位。如果正反面底片偏移,蝕刻後可能出現孔洞不圓、線條偏斜、半蝕位置不準或外形尺寸失準。
底片對版時會檢查:
- 正反面圖案是否一致
- 定位孔或定位標記是否重合
- 底片是否有刮傷、污點或灰塵
- 圖案邊緣是否銳利
- 是否符合客戶確認版本
底片確認完成後,進入板材清洗與貼膜製程。這樣可以避免因底片錯誤造成整批材料報廢。
底片輸出、裁切
底片對版
第五步:
不鏽鋼板材清洗→貼膜前重要處理
在貼附感光膜之前,必須先將不鏽鋼板材清洗乾淨。這一步看似簡單,實際上卻是影響光阻附著力與蝕刻良率的重要關鍵。
不鏽鋼板材在搬運、裁切或儲存過程中,表面可能殘留油污、粉塵、指紋、水氣或細小顆粒。若這些污染物沒有清除乾淨,感光膜就可能無法完整貼合,後續曝光顯影時會產生缺陷,蝕刻時也可能出現破孔、殘膠、線條斷裂或局部過蝕。
清洗流程通常包含機器刷洗、藥液清洗、清水淋洗、烘乾與人工擦拭。清洗後的不鏽鋼板必須保持乾燥與潔淨,才適合進入貼膜流程。
對半導體與電子零件而言,表面潔淨度尤其重要。因為這類產品通常孔徑小、線寬細、尺寸公差嚴格,只要有微小污染物,就可能造成整片板材品質不穩。
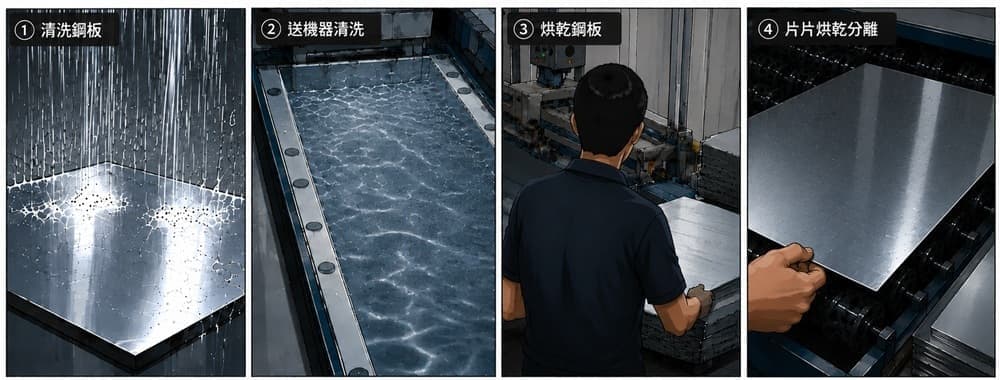
不鏽鋼板材清洗
第六步:
貼感光膜→不鏽鋼板具曝光顯影能力
板材清洗烘乾後,下一步是在不鏽鋼板表面貼附感光膜,也就是一般所說的光阻膜。感光膜的作用,是在曝光與顯影後形成保護層,保護不需要被蝕刻的金屬區域。
貼膜品質會直接影響後續蝕刻效果。若貼膜過程中產生氣泡、皺摺、灰塵夾入或附著不均,蝕刻藥液可能從缺陷處滲入,造成不該被蝕刻的位置被腐蝕。反之,如果感光膜貼合穩定,後續圖案轉移就會更清晰,尺寸也更容易控制。
貼膜時通常需要控制溫度、壓力、速度與板材表面狀態。對薄板不鏽鋼來說,也要避免過大壓力造成板材彎曲或變形。
感光膜貼附完成後,板材就具備進行曝光顯影的條件。接下來會將底片與貼好光阻的鋼板進行精準對位,準備把設計圖案轉移到板材上。
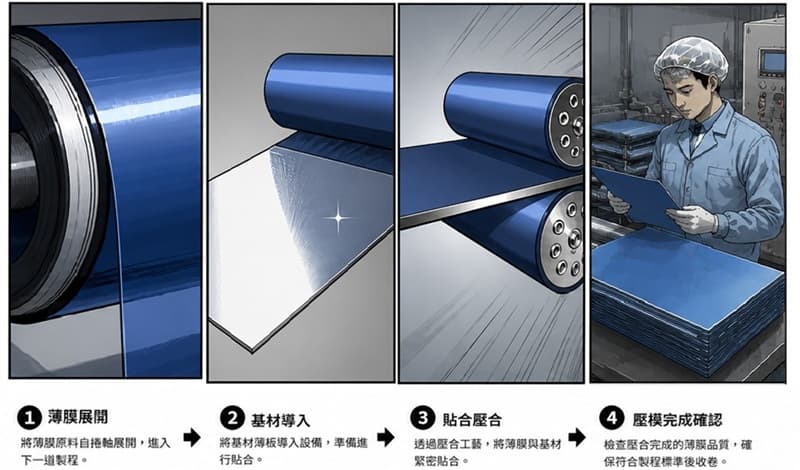
不鏽鋼板材貼感光膜
第七步:
曝光→利用底片把圖案轉移到光阻上
曝光是蝕刻加工中非常重要的圖案轉移步驟。操作時會將底片放置在已貼附感光膜的不鏽鋼板上,再透過曝光機進行 UV 光照射,使感光膜依照底片圖案產生反應。
曝光機通常會使用真空吸附,讓底片與鋼板表面緊密貼合。這個動作非常重要,因為如果底片與光阻之間有空氣間隙,光線就可能散射,導致圖案邊緣模糊、線寬不準或孔位偏差。
曝光品質會受到以下因素影響:
- 底片解析度
- 底片與板材的貼合程度
- 曝光時間
- UV 光源均勻性
- 感光膜厚度與狀態
- 作業環境潔淨度
當曝光條件穩定時,底片上的精密圖案可以準確轉移到光阻膜上,為後續顯影與蝕刻建立良好基礎。
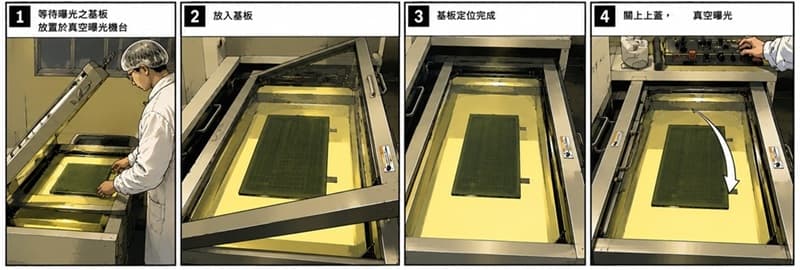
蝕刻製程底片真空曝光
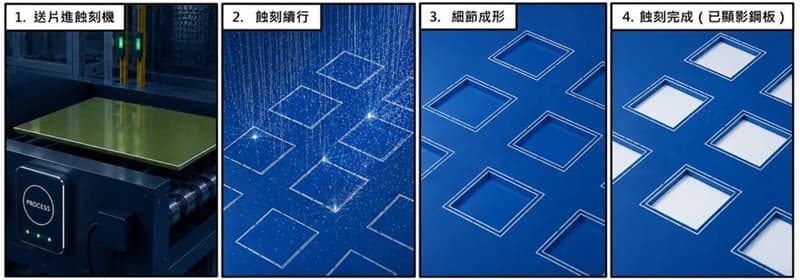
第八步: 顯影形成保護區與待蝕刻區
曝光完成後,板材會進入顯影程序。顯影的目的,是將不需要保留的感光膜去除,讓金屬表面露出來,形成後續會被蝕刻的區域。
經過顯影後,板材表面會形成兩種區域:一種是被光阻保護的區域,這些位置在蝕刻時不會被藥液直接腐蝕;另一種是沒有光阻保護的區域,這些位置會與蝕刻藥液反應,被加工成孔洞、外形或半蝕刻結構。
顯影過程需要控制顯影液濃度、時間、溫度與噴洗狀態。如果顯影不足,該被蝕刻的區域可能仍殘留光阻,造成孔洞不開或線條不完整;如果顯影過度,保護區可能被破壞,造成尺寸失控或邊緣缺陷。
對於雙面蝕刻產品,正反面顯影品質都必須穩定,才能確保孔洞貫穿位置準確、半蝕深度一致,並避免上下圖形錯位。
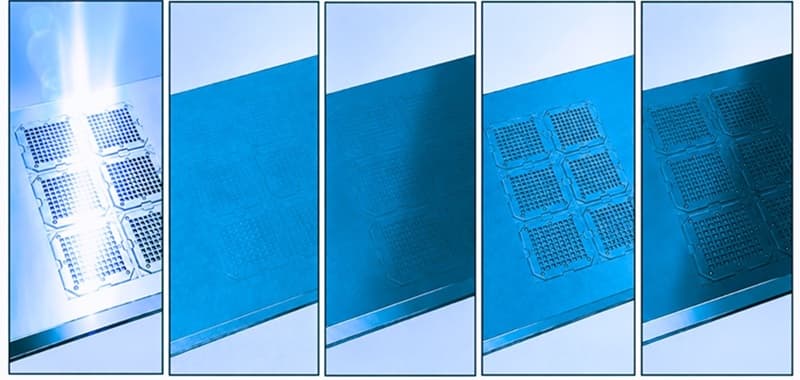
蝕刻製程顯影過程
第九步:
化學蝕刻→未受保護的區域精準去除
顯影完成後,板材會進入蝕刻設備。這是整個不鏽鋼蝕刻製程的核心步驟。蝕刻藥液會與沒有光阻保護的不鏽鋼表面產生化學反應,逐漸移除金屬材料,形成設計所需的形狀。
依照產品需求,蝕刻可以分為貫穿蝕刻與半蝕刻。貫穿蝕刻是將板材完全蝕穿,常用於精密孔洞、濾網、開孔板或外形輪廓加工。半蝕刻則是只蝕刻部分厚度,常用於定位槽、折線、標記、LOGO、導流溝或階差結構。
蝕刻品質取決於多項製程參數,包括藥液濃度、溫度、噴流壓力、輸送速度、蝕刻時間與板材厚度。若控制不良,可能會出現側蝕過大、孔徑不準、線寬變細、邊緣粗糙或板材變形等問題。
專業蝕刻加工的重點,在於讓化學反應穩定且均勻。尤其當板面上有大量孔洞或密集結構時,更需要控制藥液流動與蝕刻均勻性,避免同一片板材不同位置出現尺寸差異。
蝕刻藥液半蝕/貫穿過程
第十步:
脫膜清洗→去除光阻並取出工件
蝕刻完成後,原本用來保護金屬表面的感光膜已經完成任務,接下來必須進行脫膜,也就是將殘留光阻從不鏽鋼板上去除。脫膜後,產品的真實金屬表面與蝕刻圖形才會完整呈現。
脫膜清洗不只是把光阻洗掉而已,還必須去除殘留藥液、微小顆粒與表面污染物。如果清洗不徹底,後續可能造成表面變色、殘膠、腐蝕斑點或包裝後污染。
在這個階段,也會看到整版工件逐漸成形。若產品有設計微連點,零件仍會穩定保留在母板上,不會在清洗過程中掉落。若客戶需要單件交貨,後續可依照微連點位置進行人工拆卸。
脫膜清洗、去除光阻、取出工件示意過程
第十一步:
微連點可整板交貨或單件拆卸
不鏽鋼蝕刻製程的一大優勢,是可以依照客戶需求選擇整板出貨或單件出貨。若客戶後續要導入自動化生產線,整版工件可以維持一致定位,方便夾取、組裝、檢測與儲存。若客戶需要單一零件,則可以利用微連點進行拆卸。
這種設計讓蝕刻加工在小量試作與量產之間都具備彈性。對研發階段而言,客戶可以先用整版產品進行測試,若設計需要修改,也能快速更新底片,不必重新製作昂貴沖壓模具。對量產階段而言,整版排列又能提高搬運與組裝效率。
因此,微連點不只是加工中的暫時連接設計,更是提升供應鏈彈性與客戶使用便利性的關鍵設計。
擇整板出貨或單件出貨
第十二步:
品質檢驗→確保孔位與需求符合規格
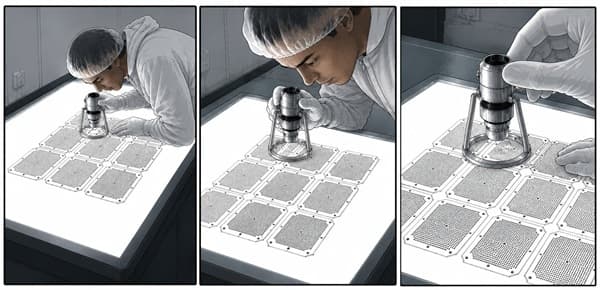
蝕刻加工完成後,必須進行品質檢驗。品檢不只是看外觀是否乾淨,更要確認產品尺寸、孔位、線寬、蝕刻深度、邊緣狀態與微連點是否符合圖面規格。
常見檢查項目包括:
- 外形尺寸量測
- 孔徑與孔位檢查
- 線寬與間距檢查
- 邊緣是否有毛刺或異常
- 是否有過蝕、欠蝕或殘膠
- 微連點是否完整且可拆卸
- 板材是否翹曲或變形
- 表面是否有刮傷、變色或污染
高精密產品可使用投影機、顯微鏡、二次元量測儀或 AOI 光學檢測設備進行確認。對半導體、醫療與電子零組件而言,穩定的品檢能力是確保量產品質的重要環節。
